

新闻中心





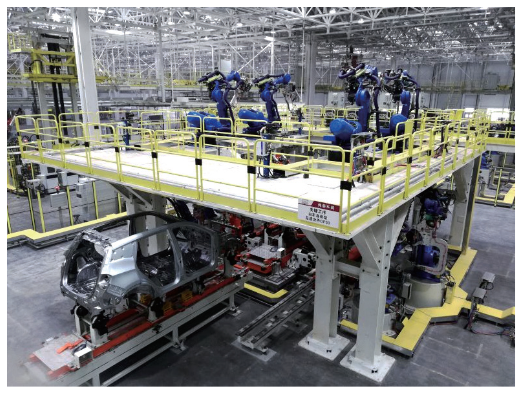
汽车焊装新建生产线智能化设计方案
发布时间:2023-04-12
浏览次数:267
本文结合近年来汽车焊装新建生产线的实践,浅析智能化焊装工厂设计的前提、范围和主要设计内容。规划前提主要有产能、自制策略、自动化率以及智能制造策略等,决定了厂房及产线设计方向、智能化水平、投资规模及建设周期等,以指导后期设计。
1.产能。通常以年产能作为输入,换算出单班节拍。
2.自制策略。决定了工艺制造开发的范围、制造加工深度。
3.自动化率。即工厂自制部分采用自动化设备的水平。
4.智能制造策略。智能化应用范围,如自动化、智能化设备数量、软硬件标准及实施步骤等。
工艺模块设计,主要包括以下几个方面——生产线所能达到的工艺容量、平面布置、扩展方式以及生产辅助等。
1.工艺容量
通过SE工程、虚拟仿真,核算生产线容纳的零件装配数量、焊点、涂胶等基本参数,体现生产线的能力。
2.生产线平面布置
焊装厂房内的空间,根据工艺、物流、环保以及“公用”等各方面需求进行布置。核心内容为工艺布置,包括分区方式、各工艺区域位置、面积、物流存储以及线路等,另外需考虑配备的厂房柱网、吊点、公用动力及管线等配套设施。工艺布置设计一般过程为,首先依据SE工程和仿真模拟,进行工艺拆序、焊点分配,核算焊接设备及工装数量,然后根据工艺区域面积,核算焊装厂房所需的生产、存储、通道及辅助设施的面积。
3.扩展性设计
扩展性设计主要体现在产能和产品扩展途径,根据产能目标制定产能扩张策略。例如一次性规划分步实施或一次性实施。如图所示,产品的扩展性,主要通过产品设计平台化、产线设备高柔性化,逐步扩展到多车型共线生产。
4.生产辅助设计
生产辅助包括培训、库房、质量、生活以及班组园地等。其中,培训功能主要有新员工培训室、实操培训区、机器人示教培训区等;库房主要有劳保、生辅材料、备件及维修间等;质量功能如三坐标、蓝光、匹配、AUDIT及车身拆检室等;生活功能主要有卫生间、水房、清洁间及吸烟室等;班组园地具备人员休息、班级管理目视化、现场查询资料等功能。
新建智能化焊装工厂实践表明,产线调试周期较以往缩短10~15天,实际运行中机器人效率提升10%,焊接参数调试效率提升50%,充分体现出智能化产线设计的巨大优势。
智能化焊装工厂的规划涉及面广,各专业设计内容互相制约,在总体方案阶段要统筹考虑总体布置和各分项的关系。具体实施过程中,要紧紧抓住工艺设计这个核心,质量、物流、环保等专项模块在设计时要反复迭代校核,确保按照总体要求,达成焊装工厂设计各项目标。
推荐产品:智能桁架
来源:
上一篇:
洁净起重机设计标准
下一篇:
新能源起重机主要特点、产地和应用领域



.jpg "自动化欧式悬臂吊")











